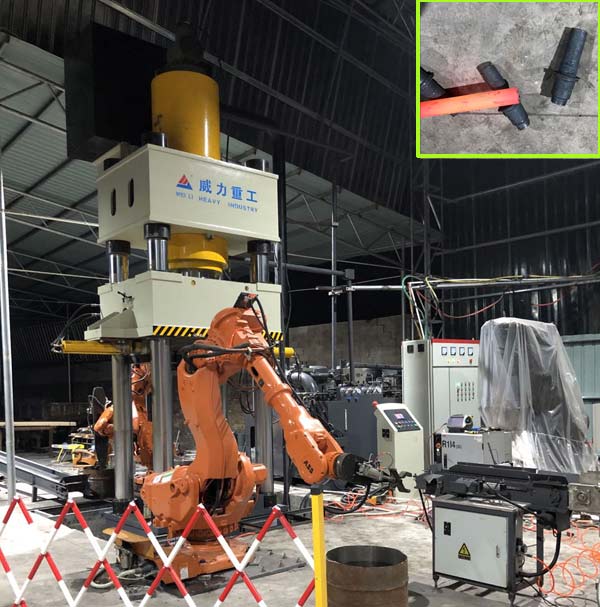
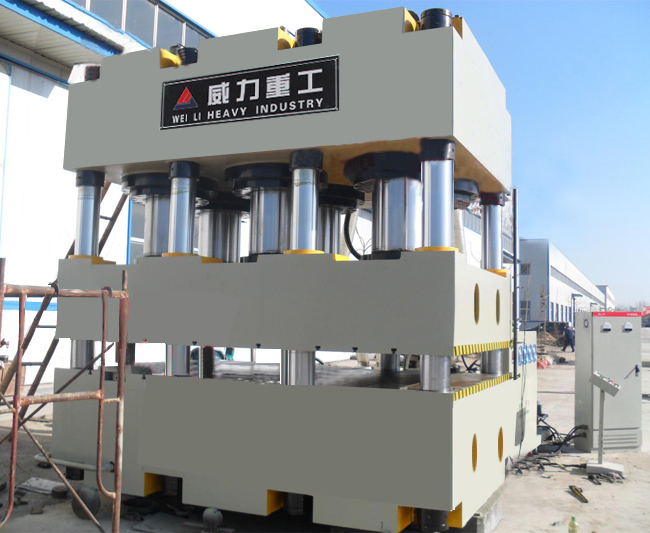
4500吨三梁八柱门板压花双动液压机
设备用途、使用条件
本系列压力机为一般用途液压机,又称为万能液压机,适用于金属材料的拉伸,弯曲、翻边、冷挤、冲裁等工艺,还适用于校正、压装、粉末制品、磨料制品压制成型以及塑料制品、绝缘材料的压制成型。
本机的工作压力,压制速度,行程均可根据工艺需要在规定的参数范围内调节。本机具有独立的动力机构和电气系统,并采用按钮集中控制,可实现手动,半自动、二种操作方式。可实现定压及定程两种压制方式。
4500吨三梁八柱门板压花双动液压机设备使用条件:
1、设备工作区域温度:-0~45℃(±)
2、动力电源:三相四线制380V、50HZ,电压波动范围380V±10%
3、冷却方式:水冷装置
4、液压系统使用介质:46号抗磨液压油。
4500吨三梁八柱门板压花双动液压机设备主要技术参数:
| 序号 | 项目 | 单位 | 规格 | |||
| 1 | 主缸公称力 | KN | 5000x6 | |||
| 2 | 回程力 | KN | 2000 | |||
| 3 | 顶缸力 | KN | 5000x3 | |||
| 4 | 液体最大工作压力 | MPa | 25 | |||
| 5 | 主缸有效行程 | mm | 500 | |||
| 6 | 回程行程 | mm | 550 | |||
| 7 | 顶缸行程 | mm | 150 | |||
| 8 | 最大开口高度 | mm | 800 | |||
| 9 | 工作台有效面积 | 左右 | mm | 2600 | ||
| 前后 | mm | 2800 | ||||
| 10 | 液压垫有效面积 | 左右 | mm | 2510 | ||
| 前后 | mm | 2800 | ||||
| 11 |
滑块速度 |
快下 | mm/s | 260 | ||
| 压制 | mm/s | 6 | ||||
| 回程 | mm/s | 200 | ||||
| 顶出 | mm/s | 15 | ||||
| 退回 | mm/s | 75 | ||||
| 12 | 主电机功率 | KW | 37x2台 | 6级 | ||
4500吨三梁八柱门板压花双动液压机设备主要结构及功能
4500吨四柱式门板压花机
压机主要由主机、液压控制系统、电气控制系统、和安全防护系统等组成。
1、主机部分:
1.1机身
机身由上横梁、活动横梁、下横梁,8根立柱组成。进行去应力处理,缸体采用45#锻件。活塞杆50#锻钢离子氮化。硬度达到HRC45-50
1.2主油缸
主油缸采用活塞式结构,油缸缸体采用优质碳素钢锻件,油缸内表面经过珩磨、滚压工艺,使液压油缸具有足够的强度和刚度。柱塞杆采用优质碳素钢锻件,其表面经中频淬火处理,硬度在HRC42~50之间。油缸密封采用优质密封元件,确保密封性能可靠,使用寿命长。
1.3立柱
立柱采用45#中碳钢,进行调质处理,表面淬火处理,电镀硬铬层厚0.04mm~0.05mm。
2、液压控制系统
液压系统主要由泵、阀块、充液阀、冷却过滤系统、管路等组成,借助于电气控制系统完成对液压机各种动作的控制。
2.1液压系统主油泵选用250YCY14-1Bx2台系列恒功率轴向柱塞变量泵,先导阀采用山东济宁系列阀,可大大提高压机动作的稳定性及可靠性。
2.2液压主控系统采用二通插装阀集成系统。该系统具有结构紧凑、响应快、内泄小、动作灵敏可靠、流量大、抗污染能力强,使用维护方便,寿命长等优点。
2.3液压系统的充液回路选用常闭式充液阀,滑块快下时靠充液阀吸油,快速下降速度由油缸下腔油路中的插阀控制调节。
2.4冷却过滤系统
液压系统中设有独立的油液水冷却过滤装置,以保证油液的工作温度及清洁度。
2.5油箱
液压控制系统的油泵电机组和液压控制阀块在油箱上平面有序排列。油箱为钢板焊接结构,油箱侧面开有窗口以便清洗油箱,其上还安装有油位油温计、空气滤清器等,油箱安装时进行酸洗、钝化和防锈处理。
2.6管路
液压管路系统密封可靠,高压管路连接采用高压法兰和优质密封元件,可有效地防止渗漏。管路布置整齐,并设置足够抗震管夹,可有效地减少和控制管路振动。管路安装时进行酸洗钝化处理。
3、电气控制系统
电气控制系统分为动力系统和控制系统两部分,动力部分包括控制总电源,各个电动机的启停及保护开关等,大功率电动机起动采用星型三角降压依次起动,电源采用三相四线制,AC380V,50HZ,先导电磁阀电压为直流DC24V。
控制部分包括电气箱、操作箱和移动按钮站,电气箱放在地面上,可完成对该机的全部动作的控制,操作箱可完成该机的全部动作的操作,操作箱上设有液压机各部分动作的操作按钮、功能转换开关、各个电机的启停按钮等。
4.涂漆与防护
油漆颜色为乳白色,滑梁为橘红色,也可根据客户提供色板确定,压机各零部件在涂漆前应除尽表面的氧化物、焊渣及油污,漆前处理表面应达到GB8923-88A-BSa2.5级,之后涂装环氧类防锈漆底和面漆,底、面漆漆膜厚度≥70um,出厂前应做好所有外露加工面的防锈保护措施。
5、安全装置
5.1压机设置急停按钮,发生异常时按“按“急停”按钮,包括电机均停止运行。压机立柱四角均设有急停按钮。
5.2双手操作按钮:双手下行同步时限0.5~1S。
设备操作方式和工艺动作
1、设备的操作方式为:手动、半自动二种方式,由操作面板上的转换开关进行选择。保压时间可以在0~999秒范围内预置。
1.1、手动:按压相应的功能按钮,即相应完成一个动作,抬手动作继续进行到底,但不发讯进行下一个动作。
1.2、半自动:按压压制按钮,即可自动完成一个规定的动作循环。