630吨液压机630t汽车发动机罩成型四柱液压机
汽车发动机罩是汽车车身的重要零件之一。目前由于成形技术的限制,一般均采用碳钢或普通高强钢制成,一般制造工艺为:发动机罩外板冲压成形-发动机罩加强板冲压成形-内外板包边连接三道工序。由于其本身厚度较薄,采用高强钢成形制造已无轻量化空间。时下,采用碳纤维复合材料进行模压成型是主流制造方法,模压成型汽车发动机罩的设备——630吨四柱液压机。

630吨汽车配件专用液压机

汽车发动机罩成型模具
630吨四柱液压机性能特点:
●该机为四柱式结构,确保平稳精度高,适应于各种高精密压装于成型。滑块于工作台平行精度极高,确保合模时没有间隙。液压系统采用进口保压阀,保压精度高。控制系统采用数控。所有位移,压力,时间,补压均采用数字控制,精准方便且故障率低。所生产出产品合格率大大提高,且更加有效的提高了工作效率。
●本机有定压成型,定程成型,定时成型等多种成型方式。压力显示可以直接显示吨位,行程显示精确到0.01mm。定程定压时均可数字控制,更加精确,大大降低了废品率。
●本机系统工业电脑控制,采用闭环式控制,各种动作可以根据用户要求任意设置。适应于各种生产线并联,配合各种机械手与自动送料,真正实现数控全自动。动力系统为伺服控制,真正完成节能减排,自动化智能化等功能。
●本压机工作压力、工作行程可在参数范围内根据使用要求进行调整。
●压机带光电保护及移动操作台,操作安全可靠。
630吨液压机主要技术参数:
| 技术参数 | YW32-500T | YW32-500A | YW32-630 | YW32-630A | YW32-800 | YW32-1000 | YW32-1600 | YW32-2000 | YW32-2000A | |
| 公称力(KN) | 5000 | 5000 | 6300 | 6300 | 8000 | 10000 | 2*8000 | 2*10000 | 6300*2+8000 | |
| 顶出力(KN) | 1000 | 1000 | 1000 | 1000 | 1000 | 1600 | 1000*2 | 1600*2 | 1000*3 | |
| 回程力(KN) | 900 | 900 | 850 | 850 | 1000 | 1300 | 2*270 | 2*1300 | 850*2+720 | |
| 滑块行程(mm) | 900 | 900 | 900 | 900 | 1000 | 1000 | 1200 | 1300 | 1600 | |
| 顶出行程(mm) | 350 | 350 | 350 | 350 | 350 | 350 | 350 | 500 | 500 | |
| 开口高度(mm) | 1500 | 1500 | 1500 | 1500 | 1800 | 1800 | 1800 | 1800 | 2000 | |
| 滑块行程(mm/s) | 空程 | 100 | 100 | 130 | 130 | 120 | 110 | 120 | 110 | 130 |
| 工作 | 7-15 | 7-15 | 5-12 | 5-12 | 5-12 | 5-12 | 4-9 | 4-9 | 4-9 | |
| 回程 | 80 | 80 | 85 | 85 | 95 | 85 | 95 | 70 | 75 | |
| 顶出速度(mm/s) | 上升 | 75 | 75 | 75 | 75 | 95 | 75 | 70 | 60 | 65 |
| 退回 | 230 | 230 | 230 | 230 | 290 | 210 | 210 | 160 | 200 | |
| 工作台面 | 左右 | 1260 | 1400 | 1260 | 2200 | 2200 | 2500 | 2820 | 3200 | 4600 |
| 有效尺寸 | 前后 | 1160 | 1400 | 1160 | 1600 | 1600 | 1800 | 2000 | 2200 | 2600 |
| 电机功率(kw) | 30 | 30 | 30 | 30 | 37 | 45 | 2*30 | 2*37 | 3*37 | |
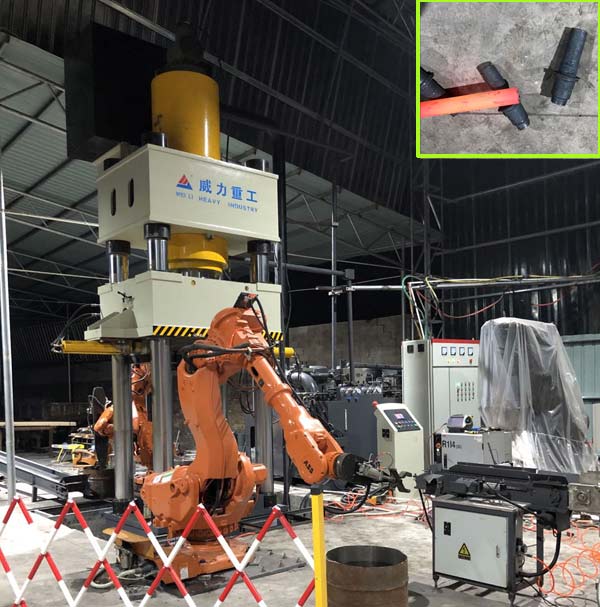
630吨液压机车间现货图片:

630吨汽车零配件专用液压机

630吨四柱液压机车间实物图

630吨汽车零配件专用液压机
碳纤维复合材料汽车发动机罩制造方法步骤如下:
(1)将碳纤维编织布裁剪成一定形状,其中2~3层碳纤维布裁剪成内板展开外形,3~5层碳纤维布裁剪成发动机罩外板展开外形;
(2)在模具中预先铺好脱模布,然后将各层碳纤维布按次序叠放好后放入模具中;
(3)闭合模具,对模具模腔抽真空,同时在模具浇口处注入环氧树脂;
(4)待树脂完全浸润碳纤维布后,关闭模具浇口,继续保持模腔抽真空状态;
(5)通过模具内置加热棒对模具进行恒温加热30~60分钟;
(6)打开模具,取出制件;
(7)将制件放入修边模具,通过砂轮进行修边,得到最终零件。
其中,所述的碳纤维布单层厚度0.25~0.3mm;所述的加热温度为150~200℃。